




Comprehensive wastewater treatment solutions that meet the varying requirements of food and beverage applications.
Water plays an ever-present role in the food and beverage industry, making effective wastewater management a top priority and regulatory necessity. Due to the nature of food and beverage applications, however, wastewater streams tend to be difficult to treat — with streams characterized by varying pH levels, total suspended solids (TSS), organics, fats, oils and greases. Our expertise, technology and holistic approach to wastewater treatment address these issues, enabling you to safely reintroduce the water back into supply or the environment and taking your food and beverage process to the next level.
Solutions
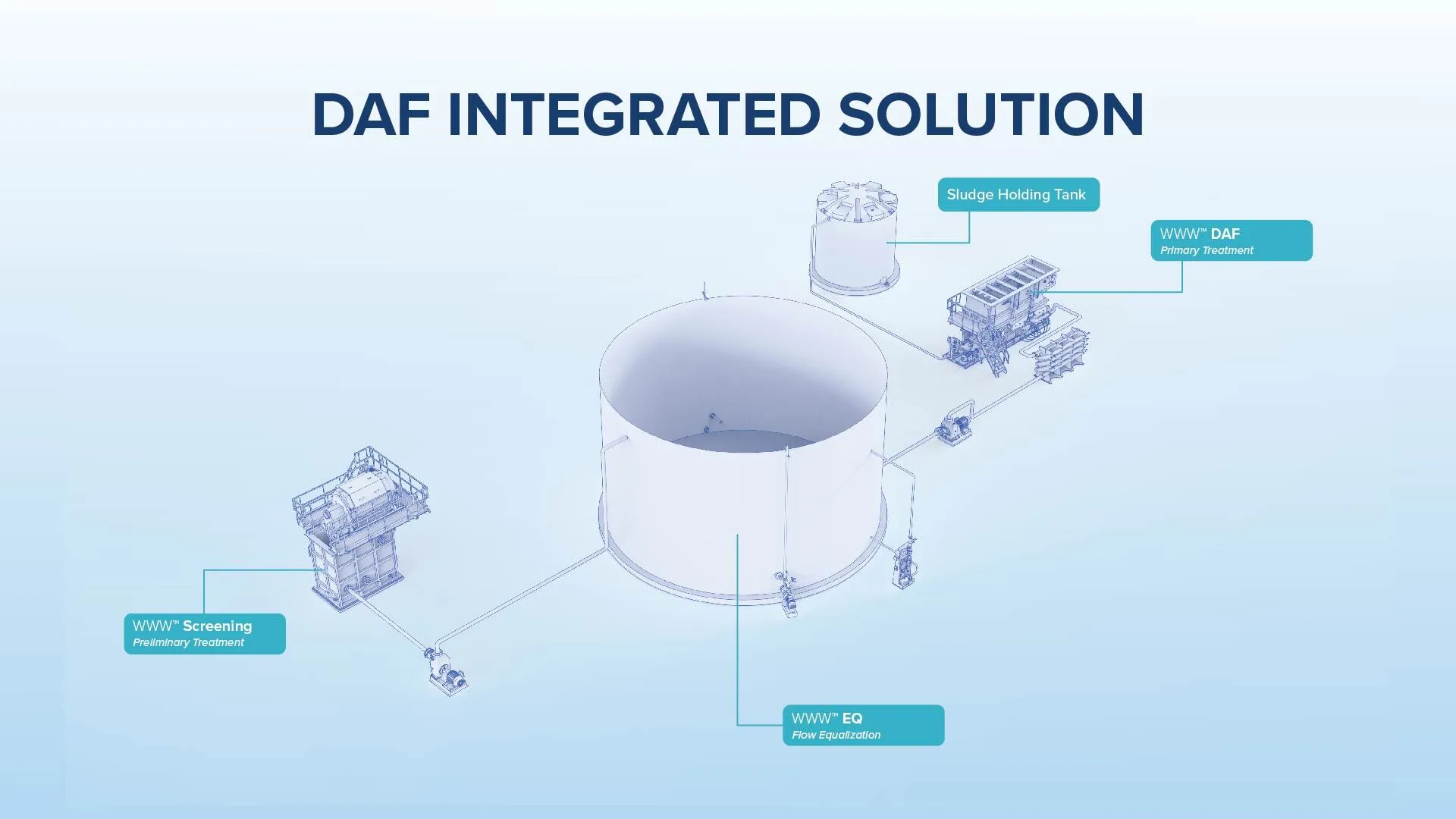
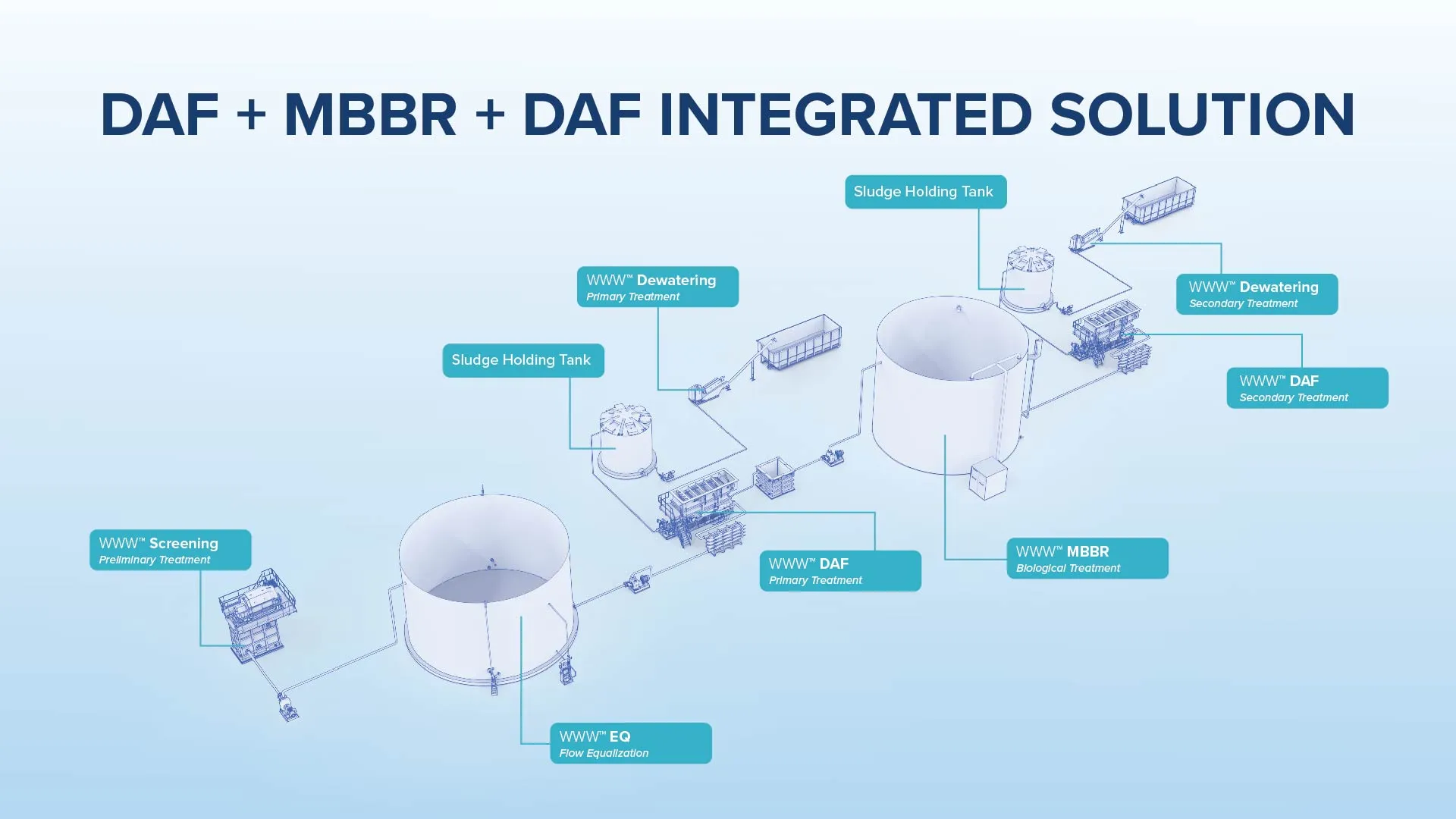
Depending on the nature of your application, we’ll optimize a wastewater treatment solution using our WWW™ DAF (dissolved air flotation) systems, which offer excellent separation efficiency while maintaining low power and chemistry requirements. The technology’s durable polypropylene construction resists chemicals, pH and temperature extremes, ensuring long product life, while the WWW™ MBBR (moving bed biofilm reactor) facilitates biological oxygen demand (BOD) removal, nitrification and denitrification processes. The equipment can even tolerate load swings and temporary production plant shutdowns, all while boasting a small footprint.
Our WWW™ ArxZyme™ bioaugmentation and biostimulation products can meet the specialized requirements of food and beverage applications, offering solutions for settleability, upset control, odor control and more. WWW™ miGRATE biological process intensification can increase treatment capacity within existing tankage and infrastructure with minimal engineering and implementation costs.
We can quickly evaluate your wastewater needs, providing design details required for a full-scale system that meets your goals and application requirements. Some of the treatment options we address in the food and beverage industry include:

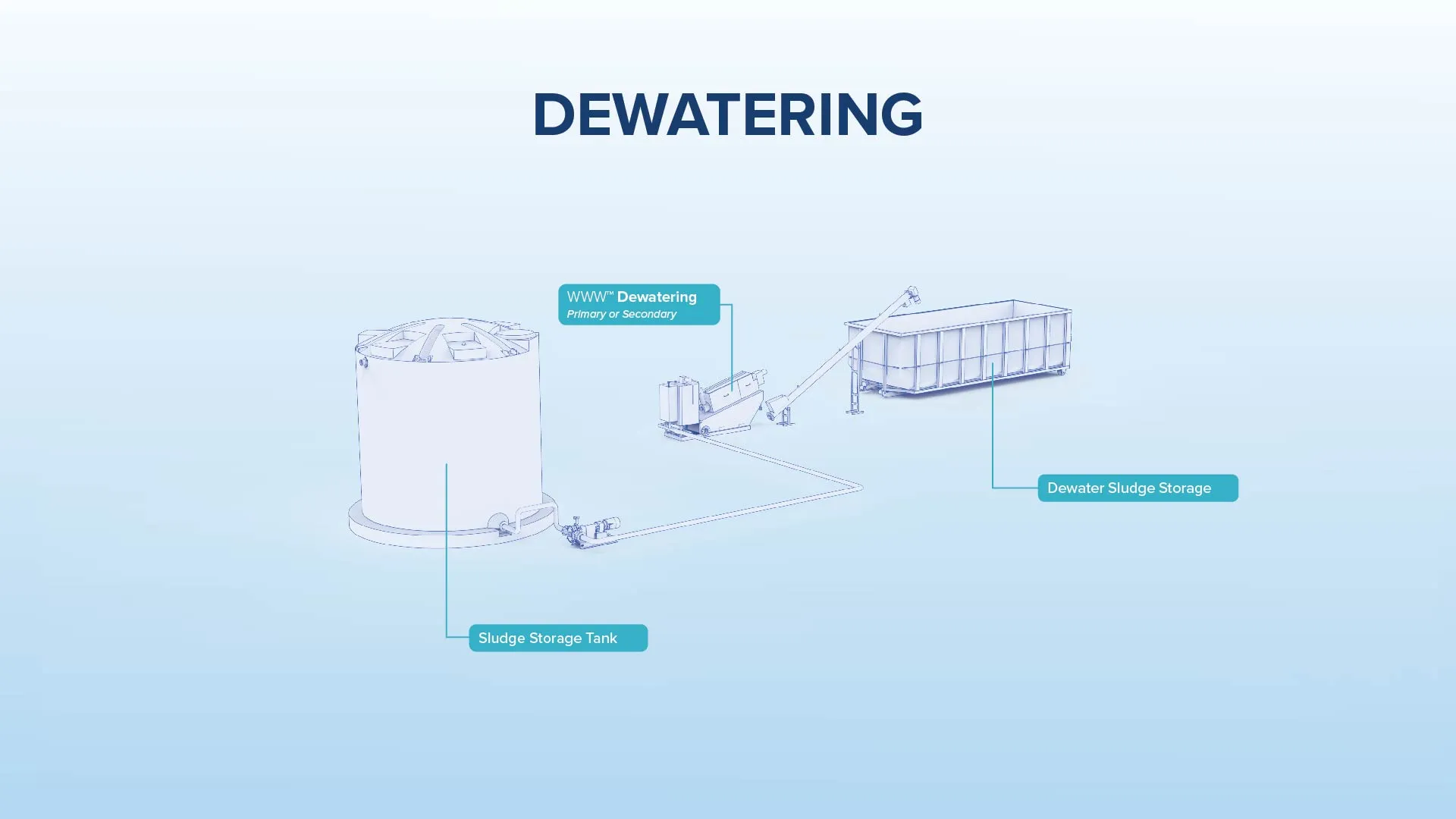
Process Flow
Case Studies
Turkey-Processing Plant Improved Local Relationships Through Water Stewardship
Meat-processing operations with legacy infrastructure are finding it increasingly difficult to meet ever-tightening wastewater regulations.
Midwest Meat Processing Plant
The meat processing facility had historically used an in-house skim tank design to treat production wastewater. The skim tanks have been modified over the years to meet decreasing effluent limits, but more improvements were necessary.
Get in touch
Contact us today to get started designing a wastewater solution for your application.